The exponential increase in design complexity is a popular topic these days. In fact, it’s been a topic of discussion for a very long time. The explosion of chip and system design complexity over the past ten years has become legendary and haunts many of us daily. A lot of the complexity we face has to do with coordinating across an ever-increasing ecosystem. Chip and software design are now intimately linked, and verification must encompass both, including subtle interactions between both. When considering this backdrop, an upcoming webinar from Semifore caught my eye. The event focuses on a critical part of the system design problem – the interface between hardware and the software that controls it. Through a clever series of “channeling” three points of view, a lot of key pieces of the puzzle are brought to light. The webinar is coming soon, and so is a registration link. Read on the find out how Semifore offers three perspectives on system design challenges.
See the replay here
Webinar Background
The hardware/software interface, or HSI is the critical piece of technology that allows software to communicate with the hardware it’s controlling. With all the dedicated processors in most designs today, this is a very important part of the architecture. If it doesn’t work, the product doesn’t ship. If it has a subtle bug, new features may be impossible to add later.
All parts of the design team have their own view of the HSI – what they need it do to, how they want it done and what they need to know about it to get their job done. This is just the start; there are many more cross-dependencies. Software teams struggle to get involved early in the hardware portion of the design, verification teams struggle to find ways to test the HSI across both software and hardware interactions. And architects often have a vision of how the system should work that may not be shared by the software and verification teams.
In this entertaining webinar, you will hear the perspectives of an RTL architect, verification engineer and firmware developer. Each will bare their soul regarding their challenges and frustrations. Who has the best perspective, and how can these teams all work better toward a superior system design?
These are some of the questions that will be answered during this unique and informative webinar. To whet your appetite, here is some key perspectives of each team member. The fact that all three speakers resemble each other is by design.
- The RTL Architect is the first to accuse the software team of being the long pole for design completion. The benefit of byte enables, and the challenges of endianness are touched on. This person admits losing sleep over building complexity that can’t be verified reliably.
- The Verification Engineer provides some background on why the verification job had gotten so difficult. Byte enables are one reason, there are more. Generally, clever design tricks to save space in hardware design result in real challenges in verification. The software team is once again singled out as the long pole for design completion.
- The Firmware Driver Developer admits to being the long pole up-front. He points out that, with regard to design completion, “it doesn’t ship until the device drivers work”. The RTL Architect said that, too. He observes that, for a long time, his team’s work began when everyone else was done, guaranteeing their long pole status. Shift-left approaches are starting to change that. This person has more ideas to offer.
To Learn More
If you face system design complexity challenges, you will learn some key points of view across the design ecosystem and hear about some high-impact strategies to tame complexity as well. I highly recommend this webinar. You can See the replay here and quickly learn how Semifore offers three perspectives on system design challenges
About Semifore
Software engineers outnumber hardware engineers by 5X or more for a typical advanced semiconductor design. Complex software algorithms must control a growing array of specialized processors and hardware accelerators to deliver a robust product.
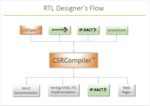
The HSI provides the technology for software to control this hardware and it forms the foundation of the entire design project. Semifore’s CSRCompiler™ system automates the creation of this foundation.
You can learn more about Semifore from this CEO interview, and don’t forget to check out the webinar to learn how Semifore offers three perspectives on system design challenges.
Also read: